Гибка металла
 Высокая точность гибки и сложная геометрия металлических изделий обеспечивается числовым программным управлением (ЧПУ, CNC) немецкого гибочного пресса Bystronic Beyeler PR (Бистроник Байлер).
Высокая точность гибки и сложная геометрия металлических изделий обеспечивается числовым программным управлением (ЧПУ, CNC) немецкого гибочного пресса Bystronic Beyeler PR (Бистроник Байлер).
В прессе Beyeler PR имеется функция контроля за усилием гибки которая автоматически корректирует параметры машины и обрабатываемого материала. Для компенсации пружинных свойств разных материалов применяется система IPC которая подстраивает усилие пресса под конкретный материал. Современные технологии гибки металла, воплощенные Bуstronic, позволяют ускорить выполнение заказа, снизить затраты и получить высококачественное изделие.
Технические характеристики и возможности гибочного пресса с ЧПУ Bystronic Beyeler PR:
- толщина изгибаемого металла от 0,5 до 10 мм;
- длина гиба до 3 100 мм;
- ряд радиусов изгиба: 1,0; 1,64; 3,28; 7,66 мм
- угол изгиба лежит в пределах от 30° до 179°
- сплющивание отбортовок;
- длина изгибаемой полочки составляет от 4мм до 2000мм.
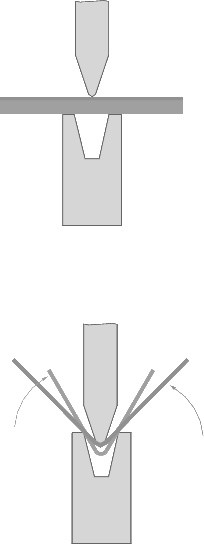
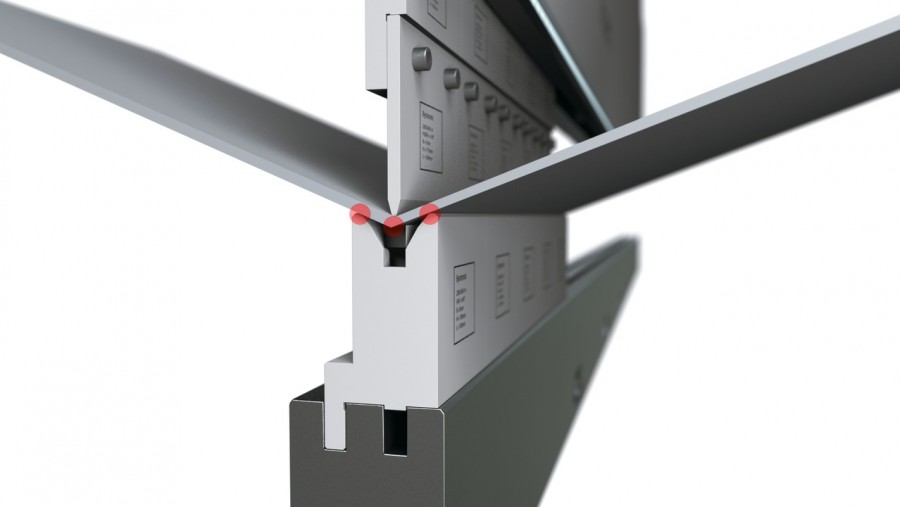
ГИБКА. Гибка является одним из методов деформации плоских заготовок. В технологической цепочке следует непосредственно за резкой. Заготовка располагается на V-образной матрице. С помощью клинообразного инструмента (пуансона) заготовка вдавливается в V-образную матрицу и изгибается на требуемый угол.
При свободной, или воздушной, гибке пуансон вдавливает заготовку в матрицу, но не до самого дна. Таким образом, в течение всего процесса гибки заготовка опирается только на две кромки матрицы. При этом угол гибки зависит от глубины погружения пуансона в матрицу. Свободная гибка позволяет изгибать заготовки на различные углы без смены инструмента.
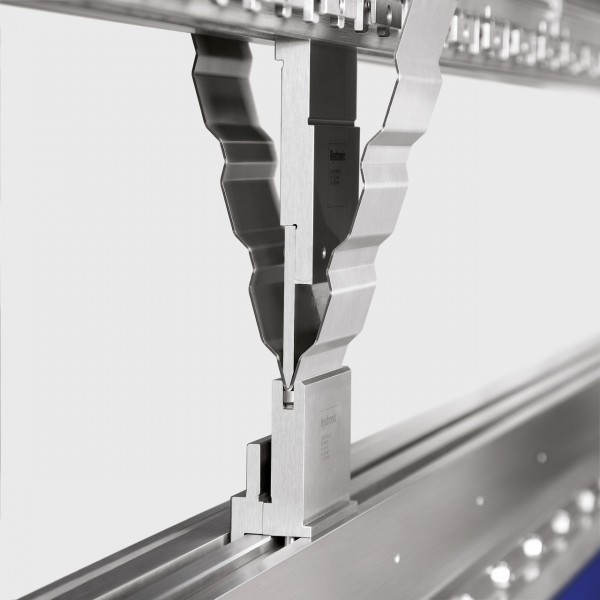
Точность - является важнейшим параметром любого листогибочного пресса. При этом погрешности угла гибки компенсируются с помощью специальных систем. При свободной гибке Bystronic использует уникальную гидравлическую систему динамического бомбирования: пуансону и матрице целенаправленно придается выпуклая форма, в результате чего компенсируется деформация, возникающая в процессе гибки.
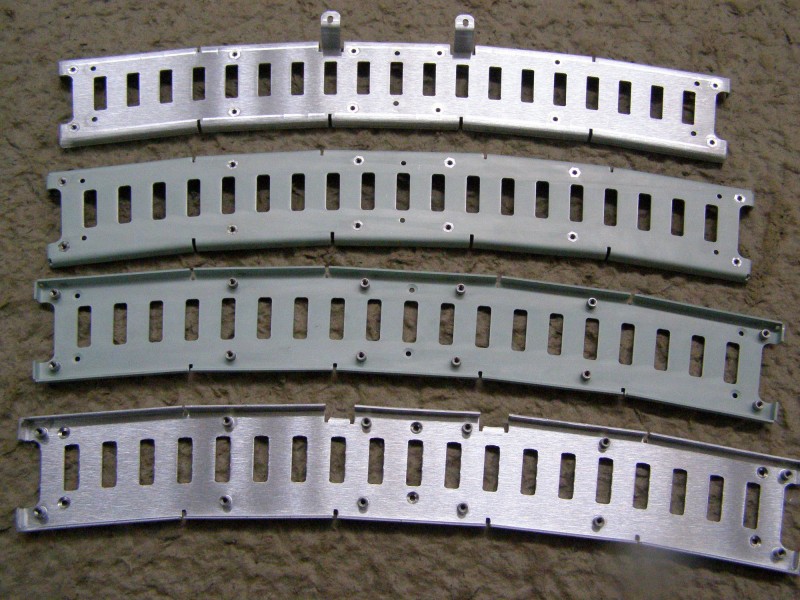
Универсальность. Гибка позволяет изготовить деталь любой сложности без подготовки производства. Не надо ждать проектирования, изготовления штампов и тратить на это деньги. Можно с одинаковыми малыми затратами изготовить единичную деталь и крупносерийное изделие.
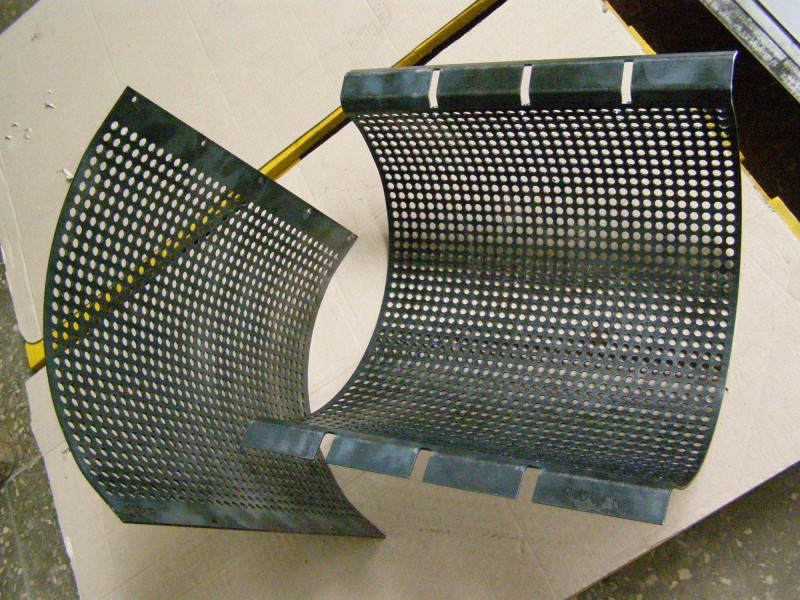
ВАЛЬЦОВКА. Позволяет получать из листового металла цилиндры и конусы самых вычурных конфигураций. Делать цилиндры из особым марок сталей, со сложной геометрией срезов. Сложные развёртки для вальцовки предварительно нарезаются на лазере. Диаметр цилиндров от 100мм до 1500мм, длина до 1 500мм.
ПУКЛЁВКА. На поверхности листового тела можно наносить рельефные вдавления или выпячивания глубиной до 5мм разнообразной формы: сферические, квадратные, прямоугольные. Лучше всего пуклёвка получается на холоднокатанных сталях и на толщинах до 5мм.
ЗИГОВКА. Те же рельефные вдавления или выпячивания, что и при пуклёвке, но линейной формы. Разнообразные рёбра жёсткости, желоба и т.д. Наносятся профилирующими роликами.
ВЫТЯЖКА листового металла. Это процесс превращения плоской заготовки в полостную деталь любой формы (или дальнейшее изменение ее размеров). Например из плоского диска сделать чашу, цилиндр, конус. Проводится на штампах.